HERRAMIENTAS PARA MÁQUINAS ROLADORAS DE ROSCAS
RODILLOS DE ROSCAS CILÍNDRICOS TMA
Los rodillos de roscas con rosca anular o helicoidal son un tipo de herramienta de rolleado de roscas. Con su ayuda, se realiza la operación de roscado por deformación plástica en frío en palanquillas de diversos grados de metales ferrosos, no ferrosos y sus aleaciones en máquinas roladoras de roscas, tornos, revólveres e incluso taladros. Los rodillos de roscas hacen una rosca de Ø3 ÷ 68 mm en incrementos de 0.5 ÷ 6 mm con clase de precisión 1, 2 y 3.
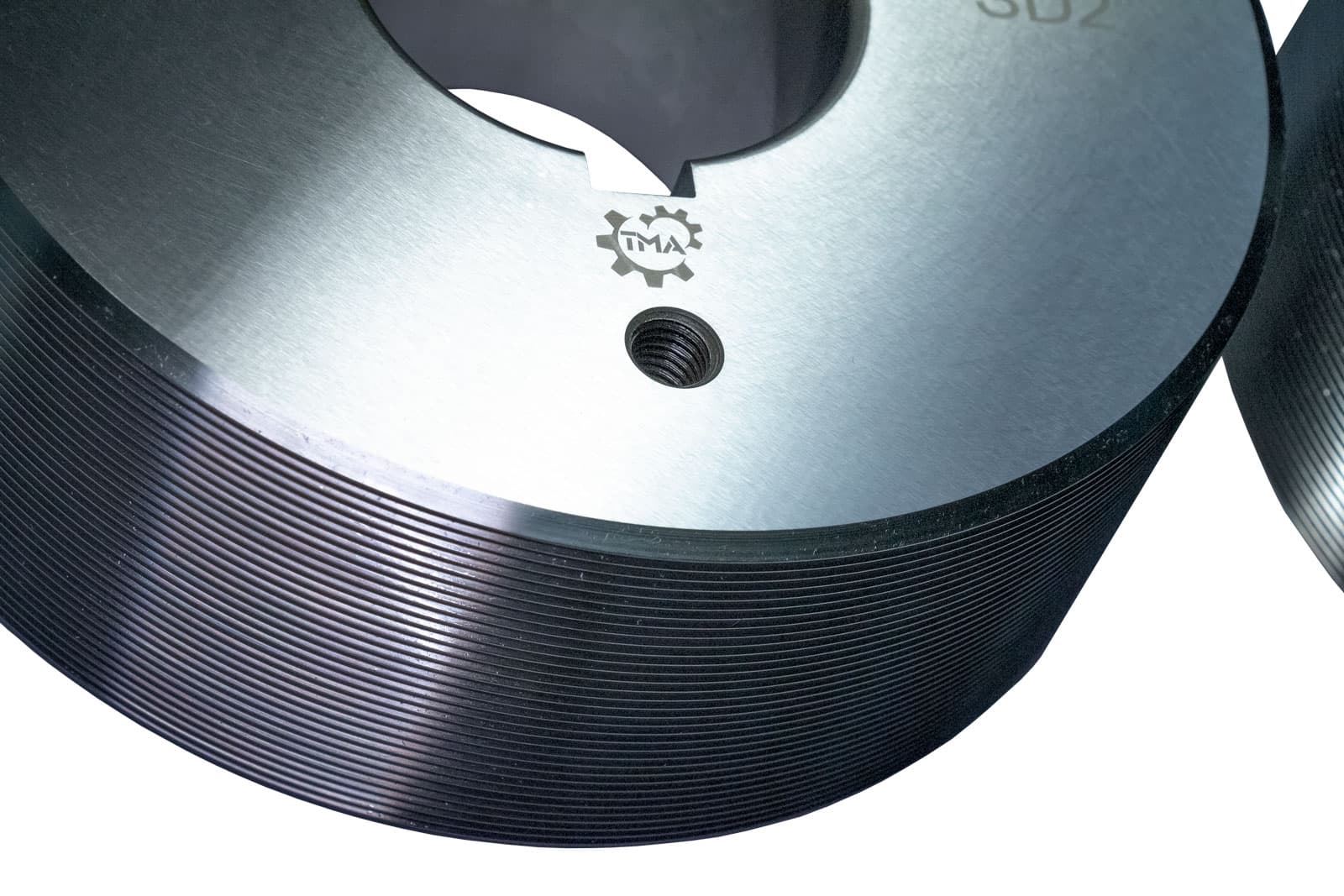
Son discos cilíndricos, en cuya superficie exterior se forma una rosca simple o múltiple o espiras anulares. Las dimensiones de diseño de los rodillos de roscas dependen del método de rolleado, del tipo de rosca a laminar y del diseño del equipo utilizado.
Dependiendo del método de rolleado, se distinguen: rodillos para roscar con avance radial, rodillos cilíndricos para laminar con avance tangencial, rodillos para roscar con avance axial.
Dependiendo de las características de diseño del equipo utilizado, se usan 2, 3 o incluso 4 rodillos de roscas en el trabajo. La rosca es de alta calidad, duradera y con un bajo grado de rugosidad. Las matrices de rolleado de roscas se utilizan para la fabricación en masa o a gran escala en la producción de espárragos, fijaciones, ejes y otras piezas utilizadas en la industria, la agricultura y la construcción.
Tipo de rosca a laminar: UNC, UNF, BSW, rosca métrica, ACME, rosca de husillo de bolas, rosca de tubería.
Ventajas del rolleado de roscas con rodillos de roscas
El laminado de roscas es el método de rolleado más versátil y preciso, que se caracteriza por las capacidades tecnológicas más amplias en la fabricación de roscas de diversos diámetros, longitudes y precisión.
La resistencia al desgaste de las matrices de rolleado de roscas de Taiwán es 4-5 veces mayor que las matrices de rolleado de roscas regulares. Esto se logra por la marca del material utilizado y un enfoque innovador en el campo de la producción.

El uso de matrices de rolleado de roscas para obtener roscas externas tiene una serie de ventajas importantes.
- La capacidad de laminar roscas de cualquier tipo, como la rosca fina unificada americana, la rosca en pulgadas británica, métrica, trapezoidal, de bola e incluso el roscado para tuberías.
- Coste reducido del tiempo de máquina básico en comparación con los procesos de roscado con formación de viruta.
- Ahorro de materiales costosos y eliminación de los problemas de eliminación de viruta.
- Alta resistencia al desgaste y durabilidad debido al fortalecimiento de la capa superficial del perfil.
- Alta resistencia a la fractura por fatiga de la pieza debido a la integridad de la dirección de las fibras del material.
- Alta resistencia de las conexiones roscadas realizadas con rodillos roscados. Esto es aproximadamente un 50% más alto que el estándar.
- Endurecimiento de piezas y productos. La resistencia se mejora mediante el tratamiento de la superficie utilizando tecnologías de deformación plástica en frío.
- Resistencia al desgaste. Los rodillos de roscas soportan presiones de hasta 1500 MPa.
- Simplicidad de funcionamiento. Para utilizar el dispositivo sólo necesita fijarlo en los cartuchos de las máquinas herramienta.
- Universalidad. Los rodillos de roscas se pueden utilizar para cortar o restaurar roscas de más de 2 m de longitud.
- Perfiles de alta calidad. Después del procesamiento, las piezas adquieren superficies de espejo.
- Alto rendimiento. El procesamiento de piezas es muy rápido. Esto hace que los rodillos de roscas sean adecuados para su uso en la producción en masa.
La resistencia al desgaste de las matrices de rolleado de roscas TMA es 4-5 veces mayor que las matrices de rolleado de roscas regulares. Esto se logra por la marca del material utilizado y un enfoque innovador en el campo de la producción.
Rodillos de roscas estándar
Aplicación:
- Rosca simple.
- Dientes tipo V, paso 0.5 - 5.0mm
- Dientes tipo V, 40TP1 - 5TP1
- Rosca moleteada y 40TP1 - 18TP1
- Rosca paralela.
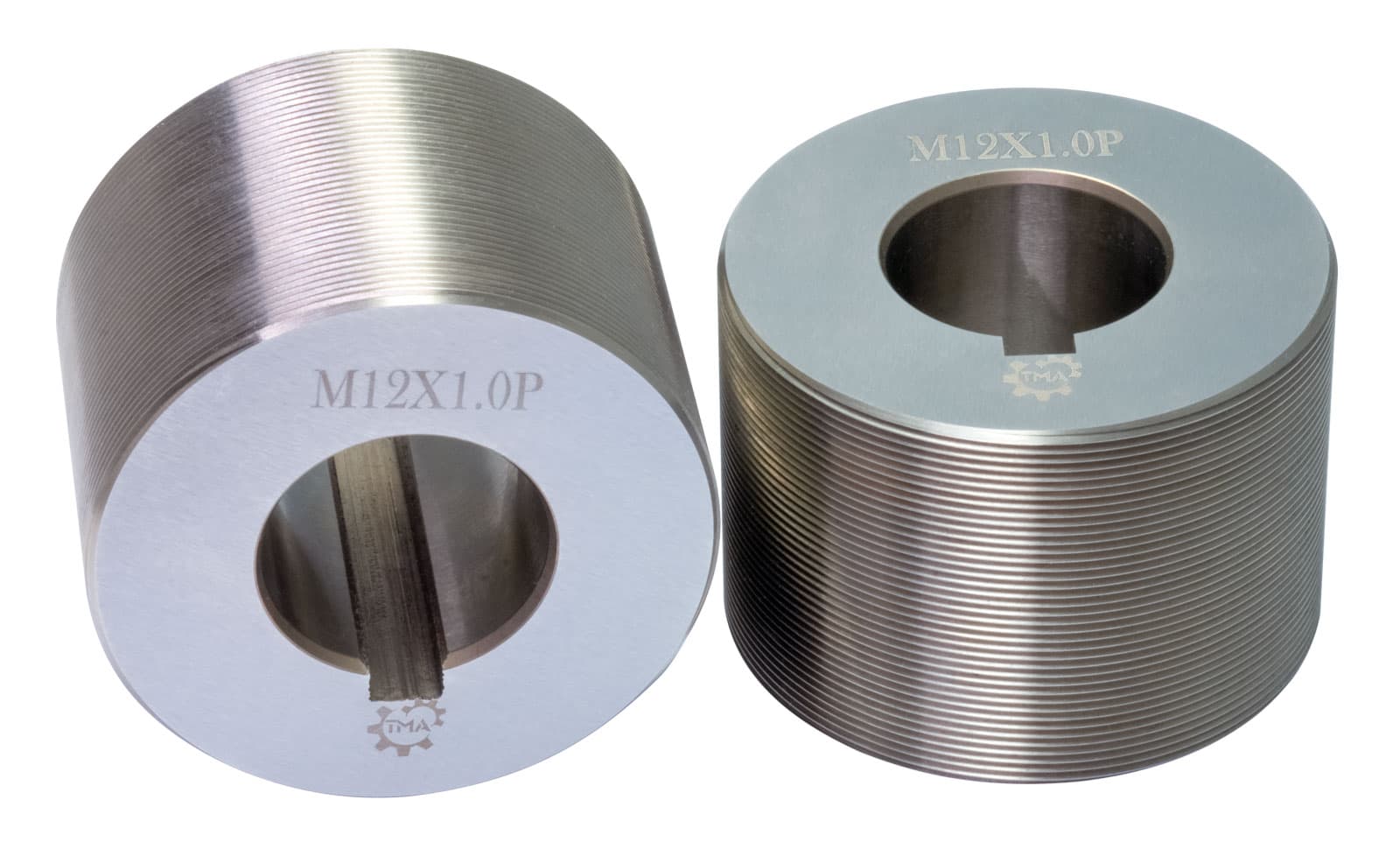
Muestras de productos:

Rodillos de roscas especiales
Aplicación:
- Over than Rosca simple.
- Dientes tipo V, paso fuera de 0.5mm - 5.0mm
- Dientes tipo V, fuera de 40TP1-5TP1
- Rosca moleteada y paso métrico
- Estrías
- Rosca de tornillo sin fin, rosca ACME, contrafuerte, rosca de ciclo, rosca de cierre de botella, etc.
- Rosca cónica.
- Para el laminado de materiales especiales, ej. SUS, acero aleado y dureza superior a RC20.
Muestras de productos:

Cómo consultar sobre los rodillos de roscas cilíndricos

Podemos desarrollar herramientas y accesorios según los planos de los productos terminados y los requisitos técnicos. Para pedir matrices de rolleado de roscas, por favor proporcione la siguiente información:
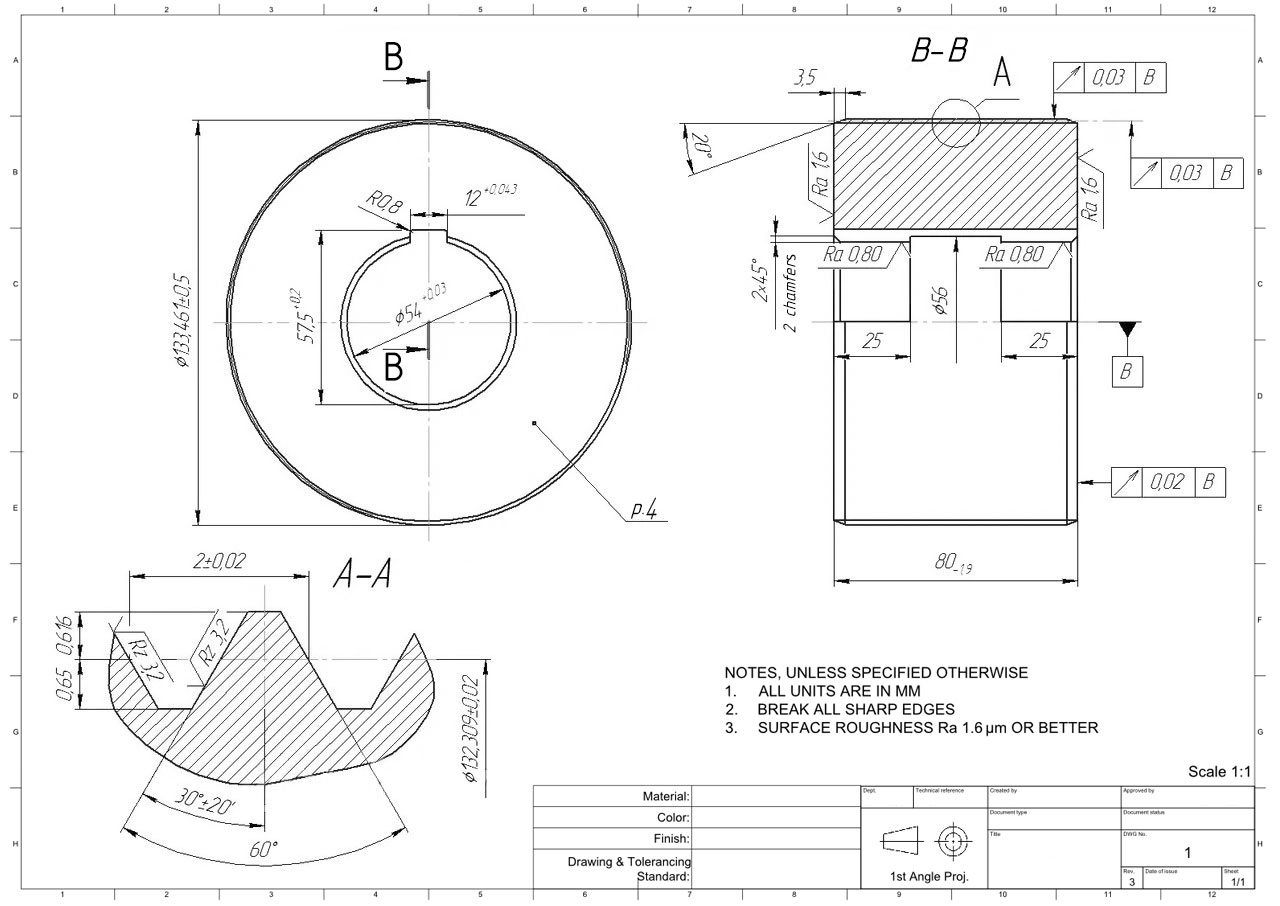
- modelo de máquina o dimensión de la matriz de rolleado (diámetro interior de los rodillos, diámetro exterior máximo de los rodillos, longitud de los rodillos, chavetero);
- forma de la pieza de trabajo (longitud de la rosca, perfil de la rosca, paso o rosca por pulgada, diámetro mayor de la rosca, diámetro de paso);
- material de sus productos o material de las matrices de rodillos;
- por favor especifique rolleado de avance continuo o de avance radial;
- la dirección del movimiento de la superficie helicoidal (derecha/izquierda);
- plano de la pieza de trabajo;
- cualquier requisito adicional.
TECNOLOGÍA DE ROLLEADO DE ROSCAS CON RODILLOS DE ROSCAS CILÍNDRICOS
Las matrices de rolleado de roscas están diseñadas para laminar roscas y perfiles conformados en piezas con un diámetro de 3 mm a 68 mm y un paso de 0.5 mm a 6 mm.
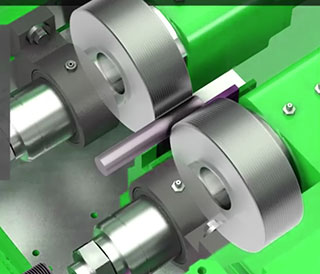
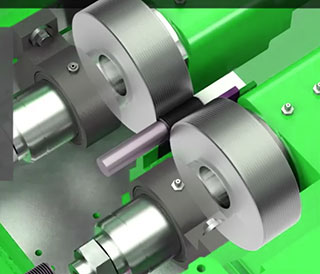
Los rodillos de roscas son una herramienta técnica especializada diseñada para producir roscas mediante deformación plástica. Están fabricados en forma de discos cilíndricos, en cuya superficie exterior hay espiras anulares o rosca simple o múltiple. Los tamaños de los rodillos se seleccionan dependiendo del método de laminado preferido, el tipo de rosca y el diseño del equipo utilizado.
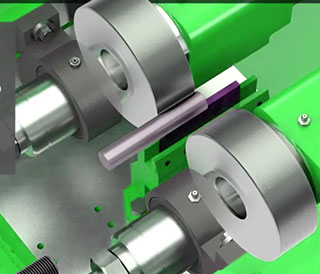
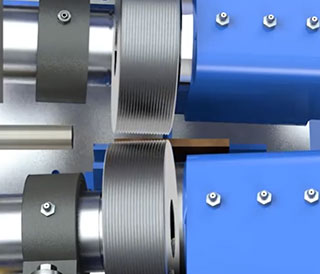
En la actualidad, los más populares son los dispositivos cilíndricos diseñados para roscar con un avance radial, que se realiza mediante un rodillo móvil. Todos tienen el mismo diámetro y realizan movimientos de rotación, balanceándose en diferentes direcciones. Al laminar la rosca, esta herramienta arrastra la pieza de trabajo, como resultado de lo cual se lleva a cabo el proceso de preparación y funcionamiento.
En última instancia, las roscas se presionan en el material de la pieza de trabajo y, como una huella negativa, se roscan. Al final del procesamiento de las superficies roscadas de los rodillos, las piezas y la superficie mecanizada están en contacto. Para que se produzca el contacto mutuo de las superficies de los tornillos existentes, es necesario que el ángulo de elevación de la rosca en los rodillos de roscas corresponda al ángulo de elevación en la pieza de trabajo y los rodillos se produzcan al laminar la rosca derecha con la rosca izquierda y, a la inversa, al laminar la rosca izquierda con la derecha.
Teniendo en cuenta que cuanto mayores son los diámetros de los rodillos de roscas, mayor es el proceso de laminado que se produce, por ejemplo, los indicadores de resistencia y la rigidez de la herramienta aumentan, la regla de igualdad de los ángulos de los rodillos y la pieza debe observarse perfectamente.
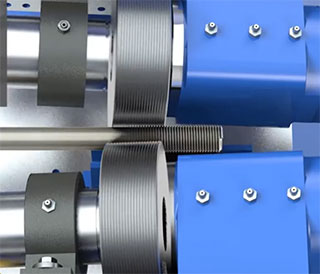
Rolleado de avance radial (Infeed)
El rolleado de avance radial (infeed) utiliza un ciclo cronometrado para aumentar la producción. Se utiliza para el laminado general de piezas hasta la longitud máxima de las matrices, y también para piezas de trabajo con resaltes o cabezas como los pernos.
- La pieza de trabajo y las matrices se mantienen paralelas en la máquina.
- La pieza de trabajo gira entre las matrices, pero tiene poco o ningún movimiento axial.
- El eje de los dos rodillos de roscas está en ángulos de cero grados; sin ángulo mecanizado.

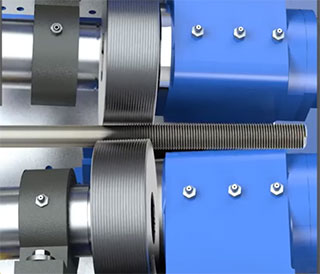
Rolleado de avance continuo (Thrufeed)
El rolleado de avance continuo (thrufeed) se utiliza para laminar roscas que superan la longitud máxima de las matrices, así como para el laminado continuo de barras roscadas largas.
- La inclinación de los husillos hace que las piezas o barras sean alimentadas axialmente a través de las matrices.
- La pieza de trabajo se desplaza entre las matrices sobre una cuchilla de soporte.
- El eje de los dos rodillos de roscas se encuentra en el ángulo de avance; ángulo mecanizado = ángulo de avance.
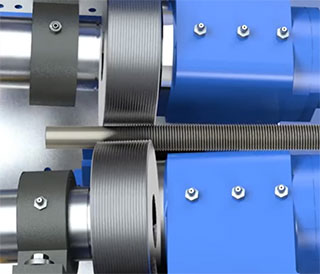
Rolleado de retroceso-avance
Aplicable a una longitud de rosca de las piezas de trabajo mayor que la máquina roladora, y no se lamina toda la pieza.
- Los dos rodillos comprenden un rodillo fijo a la izquierda y un rodillo móvil a la derecha. La pieza de trabajo se coloca entre los dos rodillos y el rodillo móvil presiona y agarra la pieza de trabajo para el laminado. Una vez que se ha alcanzado la longitud requerida, el rodillo móvil la expulsa y la pieza se completa.
- El eje de los dos rodillos de roscas se encuentra en el ángulo de avance; ángulo mecanizado = ángulo de avance.
Rolleado de empuje
Aplicable a tornillos de mayor precisión y ajustes apretados.
- La pieza de trabajo se coloca entre los dos rodillos de roscas, donde la pieza de trabajo se lamina y se completa.
- El eje de los dos rodillos de roscas se encuentra en ángulo; ángulo mecanizado < ángulo de avance.