HERRAMIENTAS PARA MÁQUINAS FORMADORAS DE TORNILLOS AUTOPERFORANTES
MATRICES DE PUNTA DE PERFORACIÓN PARA LA FORMACIÓN DE BROCAS DE TORNILLOS AUTORROSCANTES

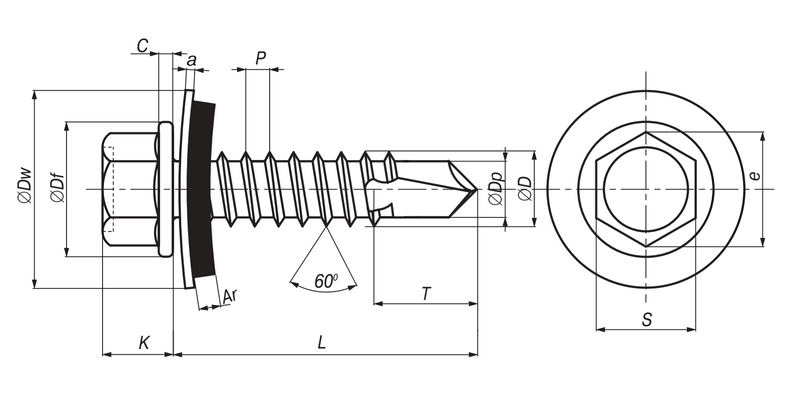
El tornillo autoperforante es muy utilizado ya que tiene una punta de perforación que penetra en el material rápidamente sin ningún orificio de perforación piloto. La matriz de punta de perforación es para hacer el punto final de estos tornillos autoperforantes. Este tipo de herramienta está destinada principalmente para tornillos de metal, pero también se utiliza para fijar piezas de perfiles metálicos, paneles de yeso, plásticos, tableros de aglomerado y otros, que se dividen en varios tipos:
- Tornillos negros puntiagudos que pasan por el proceso de fosfatado
- Tornillos galvanizados
- Tornillos de cabeza hexagonal


Ventajas
- Formación de puntas de perforación afiladas: Gracias al diseño de precisión de alto nivel y al material resistente, nuestras matrices de punta de perforación ayudan a producir tornillos con puntas afiladas.
- Compatibilidad con la máquina roscadora: como mencionamos antes, ofrecemos una gran variedad de matrices de punta de perforación en cuanto a sus tamaños, materiales y designs, que cumplen con los requisitos de las diferentes máquinas de formación de puntas de tornillo. Contamos con nuestro propio equipo de diseño y desarrollo de matrices para diferentes tipos de tornillos.
- Control de alta calidad: Con un sistema completo de control de calidad, le ofrecemos matrices de punta de perforación con una larga vida útil y, lo que es más importante, con alta precisión, que es la clave en el proceso de formación de tornillos.
Los principales parámetros de los tornillos con broca: diámetro 2.8 mm - 10 mm, longitud 9.5 mm - 210 mm
Tamaño de la herramienta: 31.75x12.7x25.4 mm; 31.75x20x32 mm o 34 mm; 45x30x32 mm o 34 mm, y también de acuerdo con la tabla a continuación o de acuerdo con los dibujos del cliente o sobre la base del producto terminado provisto, indicando las posiciones de asiento de las máquinas, el modelo de las máquinas utilizadas y el diámetro del alambre utilizado como materia prima para elementos de fijación de estampación y herrajes.
La formación de la broca se produce debido a la compresión de la punta del núcleo del producto.
Tipo de broca: broca, broca de aleta de tungsteno
Material: carburo de tungsteno, acero de alta velocidad M2, SKH 9 / 51
Recubrimiento: PVD (deposición al vacío)



Parámetros de trabajo de la matriz de punta de perforación
| Tipo de herramienta | Tipo 1 | Tipo 2 | Tipo 3 |
|---|---|---|---|
| Aspecto de la herramienta |  |  |  |
| A | 31.75 | 31.75 | 45.00 |
| B | 12.70 | 20.00 | 30.00 |
| E | 25.40 | 32.00 | 32.00 |
| F | 11.4 | 18.0 | 16.0 |
| G | 10.7 | 10.7 | 16.0 |
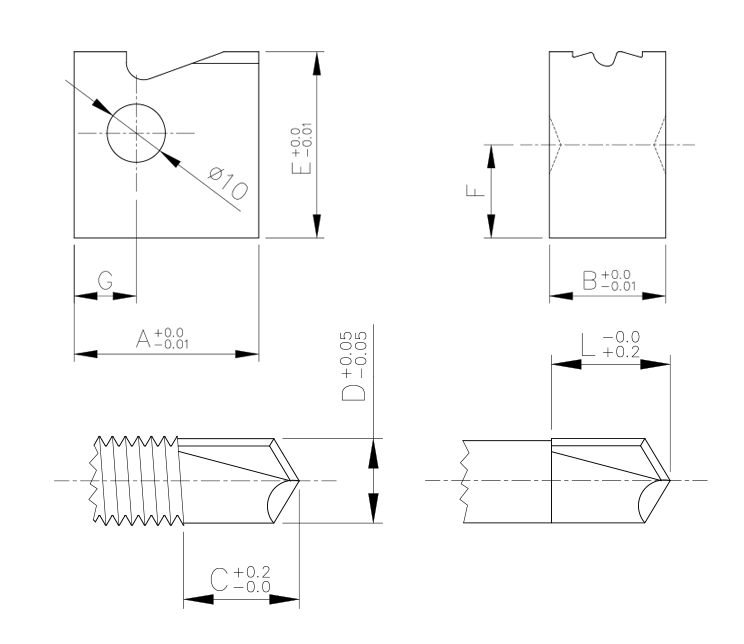
| Code | Diámetro de la broca | Longitud de trabajo | Longitud de la broca | Tipo |
|---|---|---|---|---|
| L1-22 | 2.2 | 2.5 | 1.7 | Tipo 1 Tipo 2 |
| L1-23 | 2.3 | |||
| L1-27 | 2.7 | 2.5 3.5 | 2.4 3.2 | |
| L1-28 | 2.8 | |||
| L1-29 | 2.9 | |||
| L1-30 | 3.0 | |||
| L1-31 | 3.1 | |||
| L1-32 | 3.2 | |||
| L1-33 | 3.3 | |||
| L1-34 | 3.4 | |||
| L1-35 | 3.5 | |||
| L1-36 | 3.6 | |||
| L1-37 | 3.7 | 4.2 | 4.0 | |
| L1-38 | 3.8 | |||
| L1-39 | 3.9 | |||
| L1-40 | 4.0 | |||
| L1-41 | 4.1 | |||
| L1-43 | 4.3 | 5.2 | 5.0 | Tipo 2 |
| L1-45 | 4.5 | |||
| L1-47 | 4.7 | |||
| L1-49 | 4.9 | |||
| L1-51 | 5.1 | 6.4 | 6.2 | |
| L1-53 | 5.3 | |||
| L1-55 | 5.5 | |||
| L1-57 | 5.7 | |||
| L2-22 | 2.2 | 3.2 | 2.2 | Tipo 1 Tipo 2 |
| L2-23 | 2.3 | |||
| L2-27 | 2.7 | 3.9 | 3.0 | |
| L2-28 | 2.8 | |||
| L2-29 | 2.9 | |||
| L2-30 | 3.0 | |||
| L2-31 | 3.1 | 4.5 | 3.9 | |
| L2-32 | 3.2 | |||
| L2-33 | 3.3 | |||
| L2-34 | 3.4 | |||
| L2-35 | 3.5 | |||
| L2-36 | 3.6 | |||
| L2-37 | 3.7 | 5.1 | 4.8 | |
| L2-38 | 3.8 | |||
| L2-39 | 3.9 | |||
| L2-40 | 4.0 | |||
| L2-41 | 4.1 | |||
| L2-43 | 4.3 | 6.0 | 5.9 | Tipo 2 |
| L2-45 | 4.5 | |||
| L2-47 | 4.7 | |||
| L2-49 | 4.9 | |||
| L2-51 | 5.1 | 7.2 | 7.0 | |
| L2-53 | 5.3 | |||
| L2-55 | 5.5 | |||
| L2-57 | 5.7 | |||
| L3-23 | 2.3 | 3.8 | 3.7 | Tipo 1 Tipo 2 |
| L3-27 | 2.7 | 4.5 | 3.7 | |
| L3-28 | 2.8 | |||
| L3-29 | 2.9 | |||
| L3-30 | 3.0 | |||
| L3-31 | 3.1 | 5.5 | 4.7 | |
| L3-32 | 3.2 | |||
| L3-33 | 3.3 | |||
| L3-34 | 3.4 | |||
| L3-35 | 3.5 | |||
| L3-36 | 3.6 | |||
| L3-37 | 3.7 | 6.8 | 5.7 | |
| L3-38 | 3.8 | |||
| L3-39 | 3.9 | |||
| L3-40 | 4.0 | |||
| L3-41 | 4.1 | |||
| L3-43 | 4.3 | 8 | 6.7 | Tipo 2 |
| L3-45 | 4.5 | |||
| L3-47 | 4.7 | |||
| L3-49 | 4.9 | |||
| L3-51 | 5.1 | 9.3 | 8.0 | |
| L3-53 | 5.3 | |||
| L3-55 | 5.5 | |||
| L3-57 | 5.7 | |||
| L4-28 | 2.8 | 5 | 4.5 | Tipo 1 Tipo 2 |
| L4-32 | 3.2 | 6 | 5.5 | |
| L4-34 | 3.4 | 7 | 6.2 | |
| L4-39 | 3.9 | 9 | 7.8 | |
| L4-43 | 4.3 | 12.5 | 10.7 | |
| L4-45 | 4.5 | |||
| L4-47 | 4.7 | |||
| L4-49 | 4.9 | |||
| L4-51 | 5.1 | |||
| L4-53 | 5.3 | |||
| L4-55 | 5.5 | |||
| L4-57 | 5.7 | |||
| L5-49 | 4.9 | 15 | 13.7 | Tipo 1 Tipo 2 |
| L5-51 | 5.1 | |||
| L5-53 | 5.3 | |||
| L5-55 | 5.5 | |||
| L5-57 | 5.7 | |||
| L6-49 | 4.9 | 17.7 | 16.7 | Tipo 1 Tipo 2 |
| L6-51 | 5.1 | |||
| L6-53 | 5.3 | |||
| L6-55 | 5.5 | |||
| L6-57 | 5.7 | |||
Tecnología
Después de formar la cabeza, los productos semiacabados a ser formados por la broca se cargan en la tolva, que orienta las piezas de trabajo con la cabeza hacia arriba, moviéndolas a lo largo de las reglas guía hacia la zona de procesamiento. Allí, son recogidos alternativamente por el mecanismo rotatorio y transferidos a la zona de trabajo, en la que están montadas las cuchillas de engarce, que, al tiempo que engarzan simultáneamente el extremo de la pieza de trabajo, forman una broca. La rebaba de metal formada después de la compresión se elimina posteriormente durante el laminado de la rosca en el tornillo autorroscante.
Las matrices de formación de puntas de perforación se utilizan en las siguientes máquinas: EQUIPOS PARA LA FORMACIÓN DE BROCAS EN TORNILLOS AUTORROSCANTES