HERRAMIENTAS PARA MÁQUINAS ROLADORAS DE ROSCAS
HERRAMIENTA PARA CORTAR ROSCAS INTERNAS. TARAS
El roscado con taras es un método simple, conocido y altamente efectivo para obtener la rosca. Este método proporciona un corte de rosca productivo y eficiente, particularmente para diámetros pequeños, debido al corto tiempo de inactividad, alta velocidad de corte y larga vida útil de la herramienta.  Las taras estándar y las taras bruñidoras tienen una construcción diferente. Las características importantes de cada tipo de tara son: material, recubrimiento y geometría. Una tara diseñada y adecuada para una aplicación específica y que opera con alta eficiencia solo en un material, o bajo ciertas condiciones, no puede proporcionar el mismo nivel de eficiencia en el procesamiento de otros materiales o bajo otras condiciones de corte. Las taras son apropiadas para la producción de muchos perfiles de rosca, son adecuadas para todos los tipos de máquinas tanto con piezas en bruto giratorias como no giratorias.
Las taras estándar y las taras bruñidoras tienen una construcción diferente. Las características importantes de cada tipo de tara son: material, recubrimiento y geometría. Una tara diseñada y adecuada para una aplicación específica y que opera con alta eficiencia solo en un material, o bajo ciertas condiciones, no puede proporcionar el mismo nivel de eficiencia en el procesamiento de otros materiales o bajo otras condiciones de corte. Las taras son apropiadas para la producción de muchos perfiles de rosca, son adecuadas para todos los tipos de máquinas tanto con piezas en bruto giratorias como no giratorias.
Taiwan Metiz Alliance ofrece una gama completa de taras para roscar cualquier perfil de diferentes materiales. Nuestra gama se divide en dos líneas: taras optimizadas para procesar grupos específicos de materiales según ISO, y taras optimizadas para procesar varios grupos de materiales.
Las taras optimizadas para un cierto grupo de materiales según ISO están destinadas a la producción en masa, cuando las roscas se cortan en los mismos artículos del mismo material, o cuando hay requisitos únicos.
Las taras optimizadas para procesar varios grupos de materiales son apropiadas para la fabricación de volumen pequeño o mediano, cuando la rosca se corta en varios artículos de diferentes materiales.
Taras para procesar grupos específicos de materiales según ISO
Diseñadas para producción de alto volumen cuando las roscas se cortan en las mismas piezas del mismo material, o cuando se imponen requisitos específicos.
- Alto rendimiento y larga vida útil de la herramienta.
- Tiempos de inactividad cortos.
- Procesamiento altamente eficiente.
- Aumento de la productividad debido a altas velocidades de corte.
- Alto rendimiento debido a diseños y recubrimientos especializados para cada material.
Taras para procesar varios grupos de materiales
Diseñadas para producción de lotes pequeños a medianos donde las roscas se cortan en una variedad de piezas de una variedad de materiales.
- Adecuadas para una amplia gama de materiales.
- Reduce la gama de herramientas y minimiza los gastos.
- Proporciona una vida útil estable de la herramienta.
- Proporciona un procesamiento estable debido a la geometría de corte única.
Dependiendo de sus requisitos específicos para el orificio, tenemos cuatro grupos diferentes de taras.
Taras de flauta recta

- Puede ser especialmente beneficioso al cortar material de viruta corta como el hierro fundido.
- Se puede utilizar en orificios pasantes o ciegos.
- Las ranuras de viruta se utilizan para el suministro de refrigerante; con el suministro de refrigerante interno es posible la eliminación de viruta.
La flauta recta es el estilo estándar de tara, diseñado para una variedad de diferentes aplicaciones de roscado.
Taras de punta espiral

- Empujan las virutas hacia adelante.
- Apropiadas para el corte de roscas en orificios pasantes.
- La construcción más robusta debido a las ranuras de viruta poco profundas.
- Las ranuras de viruta están destinadas únicamente al suministro de refrigerante, y no a la eliminación de viruta.
Las taras de punta espiral tienen la cara de corte de los primeros hilos cortada en un ángulo predeterminado en relación con el ángulo del eje de la tara para forzar la evacuación de las virutas por delante de la acción de corte.
Taras de flauta espiral

- La característica de flauta espiral ayuda a evacuar las virutas del orificio roscado.
- La mejor opción para el corte de roscas en orificios ciegos.
- Diferente ángulo de avance de las flautas espirales para diferentes aplicaciones.
- Las ranuras de viruta se utilizan para el suministro de refrigerante y para la eliminación de viruta.
- Roscado a diferentes profundidades dependiendo de la aplicación y la geometría.
Las taras de flauta espiral presentan diseños de flauta espiral en lugar de flautas rectas convencionales.
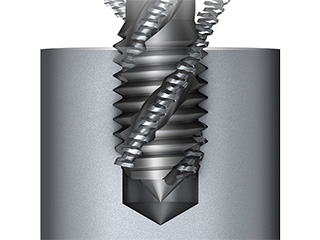
Taras formadoras de rosca

- Esta tara no corta, por lo que es "sin viruta" y, en consecuencia, no causará un problema de viruta.
- Adecuada para materiales con alta plasticidad. El punto de rotura recomendado del material procesado no es superior a 1200 N/mm2.
- Para el formado de roscas en orificios pasantes y ciegos.
- Están disponibles diseños tanto con como sin canales de lubricación.
Las taras formadoras de rosca no tienen flautas (excepto aquellas diseñadas opcionalmente con una o más ranuras de lubricación), forman la rosca por extrusión.
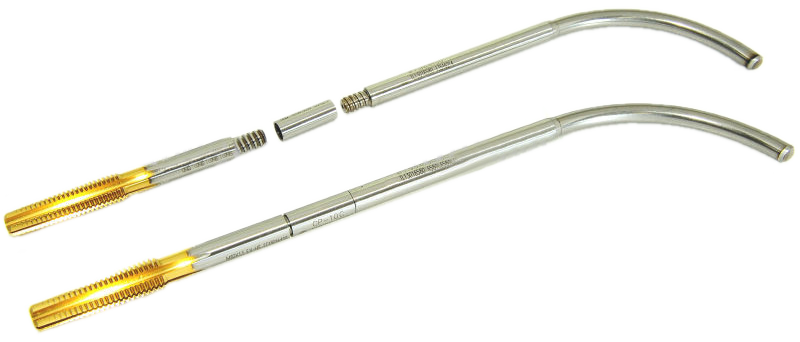
Machos para tuercas sólidos soldados y ensamblados (tara tipo acoplador y con vástago doblado)
Las taras compuestas constan de tres partes: tara, acoplador y vástago. Esta tara se utiliza enroscándola directamente en un vástago doblado con un orificio roscado. La tara tipo acoplador podría conectarse con vástagos doblados mediante acopladores, lo que acortaría sustancialmente el tiempo de ajuste. La conexión de taras con vástagos doblados mediante acopladores podría reducir las posibilidades de rotura de la tara causadas por el fuerte par de torsión. Para cumplir con los requisitos de los clientes, podemos diseñar y fabricar taras o acopladores según las muestras ofrecidas.
Taras formadoras de rosca para máquinas
Las taras formadoras en frío (taras sin viruta, taras de rodillo) se recomiendan para su uso cuando se producen roscas por deformación plástica (rolado) en piezas hechas de metales no ferrosos y ferrosos con alta plasticidad. Estos materiales incluyen: aluminio y sus aleaciones, cobre, latón, bronce con un alto contenido de cobre, zinc y sus aleaciones, aceros inoxidables y resistentes al calor de bajo carbono y alta plasticidad. En comparación con las taras de corte, las taras formadoras tienen una mayor resistencia, proporcionan roscas precisas con baja rugosidad superficial y aumentan la resistencia de la rosca (hasta un 20%).
La alta productividad en el roscado es la principal ventaja de las taras formadoras en frío. Se utilizan para formar roscas no solo en orificios pasantes, sino también en orificios ciegos. El perfil de rolado de roscas se forma presionando la herramienta contra el material de la pieza de trabajo y extruyendo parte del material en la cavidad de la herramienta.
Su principal diferencia con las taras de corte es la ausencia de ranuras longitudinales que forman los bordes de corte. Además, el chaflán en estas taras es significativamente más corto. Al final de la parte roscada de las taras de flauta, hay pequeñas ranuras de refrigerante ubicadas simétricamente.






- Las taras formadoras de rosca son más productivas que las taras estándar.
- Capacidad para procesar roscas en los orificios con profundidad 3.5 × D, sin problemas con la eliminación de viruta.
- Las taras formadoras de rosca tienen una mayor resistencia.
- Un tipo de taras puede utilizarse para procesar diversos materiales, así como orificios ciegos y pasantes.
- Las taras formadoras de rosca tienen una construcción robusta que reduce el riesgo de rotura.
- Garantizado para proporcionar la precisión requerida de la rosca.
- Sin formación de virutas.
- Rosca hasta un 100% más fuerte (mayor resistencia de apoyo).
- Mayor calidad superficial de la rosca.
Material de las taras y tratamiento superficial
- Taras de acero rápido con adición de cobalto para mayor resistencia.
- Taras de acero rápido en polvo para durabilidad, resistencia al desgaste y aumento de la vida útil de la herramienta.
- Taras de carburo de una pieza para una larga vida útil de la herramienta y un rendimiento máximo.
- Están disponibles tres recubrimientos diferentes:
- TiCN: aplicado a taras bruñidoras de carburo de una pieza. Combina baja fricción con alta dureza.
- TiN: cobertura universal con bajo coeficiente de fricción.
- CrN: excelente opción para procesar los materiales del grupo ISO N y acero de baja aleación.
Vida útil de las herramientas de rolado/corte de roscas
| Tamaño de rosca | Material de la tara | Tratamiento superficial | Vida útil aproximada de la herramienta, piezas/artículos |
|---|---|---|---|
| M6 X 1.0 | HSS | TiN | 100,000-120,000 |
| M8 X 1.25 | HSS | TiN | 100,000-120,000 |
| M10 X 1.5 | HSS | TiN | 100,000-120,000 |
| M12 X 1.75 | HSS | TiN | 80,000-100,000 |
| M16 X 2.0 | HSS | TiN | 80,000-100,000 |