MACHINE TOOLS FOR COLD HEADING MACHINES
COLD HEADING PUNCHES FOR BOLTS, NUTS, PARTS
An screw header punch for bolts, nuts, parts is a punch block tool that matches the die profile. It is a closing element, with the help of which the head and working profile of bolts, nuts and special parts are formed.
The punch is a metal structure that conforms to the die profile. The main function is to execute a stamp or press. Also, the heading punch can be used as a marker for marking products. The system either extrudes the part, or applies markings (plain or mirrored), or stamps the part head and working profile in the fastener head.
By design, punches are of different types: punch pin, piercing punch, slugger punch, cutting punch, blanking die punch, bending punch, forming punch, etc.
In addition to the combination of SKH9 high speed steel with tungsten carbide material, the manufacturer of screw header punches applies an improved tool production technology by welding high-carbon high-chromium alloy steel SKD11 with high hardness to a carbide material (tungsten carbide) in the production of tools. The tips of tungsten carbide punches are tensile tested, have a perfect polished surface, which significantly increases their wear resistance, increases tool life compared to punches made of conventional tool steel.
Precision and quality of tool manufacturing improves tool functionality, increases productivity and reduces tool changeover times. Excellent tool life creates added value and contributes to production savings. The screw header punches are capable of processing stainless steel products that have been pre-heat treated.
TUNGSTEN CARBIDE PUNCHES

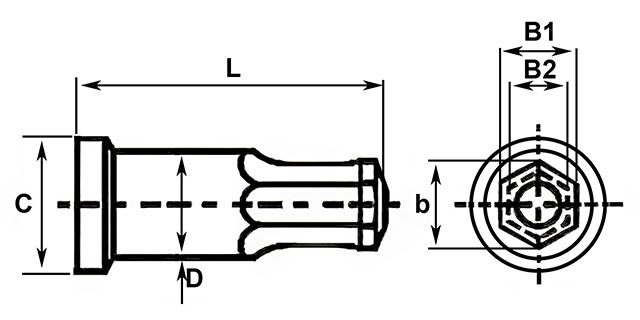
HEX CARBIDE PUNCHES

- Long tool life and high wear resistance
- Carbide hexagon punch works well with hardened stainless steel
- The service life of a carbide punch 10 times the lifetime of the fast punch steel
- The service life of the punch is sufficient carbide to production of 3 000 000 shares M6 screws of wire brand SCM 435
| Model | Blank size | B1, mm | B2, mm | b, mm | L, mm |
|---|---|---|---|---|---|
| RG-2003-01 | M2 | 5 | 4 | 1.55 | 35 |
| RG-2003-02 | M3 | 6.5 | 5.5 | 2.57 | 45 |
| RG-2003-03 | M4 | 7 | 6 | 3.07 | 45 |
| RG-2003-04 | M5 | 7 | 6 | 4.08 | 61 |
| RG-2003-05 | M6 | 7.5 | 6 | 5.13 | 35 |
| RG-2003-06 | M6 | 8 | 7 | 5.12 | 62 |
| RG-2003-07 | M5 | 8.5 | 7.5 | 4.09 | 45 |
| RG-2003-08 | 1/4 | 9 | 8 | 4.82 | 35 |
| RG-2003-09 | M6 | 9 | 8 | 5.09 | 35 |
| RG-2003-10 | M6 | 9 | 8 | 5.14 | 43 |
| RG-2003-11 | M6 | 9 | 7.5 | 5.13 | 45 |
| RG-2003-12 | M6 | 9 | 8 | 5.14 | 55 |
| RG-2003-13 | M8 | 9 | 7.9 | 6.12 | 58 |
| RG-2003-14 | M8 | 10 | 9 | 6.14 | 43 |
| RG-2003-15 | M8 | 10 | 9 | 6.14 | 50 |
| RG-2003-16 | 3/8 | 11 | 10 | 8.04 | 40 |
| RG-2003-17 | 5/16 | 11 | 10 | 6.42 | 40 |
| RG-2003-18 | M8 | 11 | 10 | 6.09 | 40 |
| RG-2003-19 | M10 | 11 | 10 | 8.13 | 40 |
| RG-2003-20 | M8 | 11.5 | 10 | 6.13 | 50 |
| RG-2003-21 | M10 | 12 | 11 | 8.16 | 42 |
| RG-2003-22 | M10 | 12 | 11 | 8.16 | 47 |
| RG-2003-23 | M10 | 12 | 10.9 | 8.15 | 63 |
| RG-2003-24 | 1/2 | 13 | 12 | 9.65 | 40 |
| RG-2003-25 | M12 | 13 | 12 | 10.14 | 40 |
| RG-2003-26 | M10 | 13 | 11.5 | 8.16 | 50 |
| RG-2003-27 | M10 | 13 | 12 | 8.16 | 50 |
| RG-2003-28 | M12 | 13 | 11.8 | 10.15 | 70 |
| RG-2003-29 | M12 | 14 | 13 | 10.16 | 50 |
| RG-2003-30 | M12 | 14 | 13 | 10.16 | 60 |
| RG-2003-31 | 5/8 | 16 | 15 | 12.84 | 50 |
| RG-2003-32 | M14 | 16 | 15 | 12.20 | 50 |
TORX CARBIDE PUNCHES


- Impeccable precision and quality tool allow much reduce spent time to shift tool.
- Selection of any form on request.
- Perfectly smooth finish and shape tools tend to remain excellent.
- Long service life of the tool makes additional capabilities to User
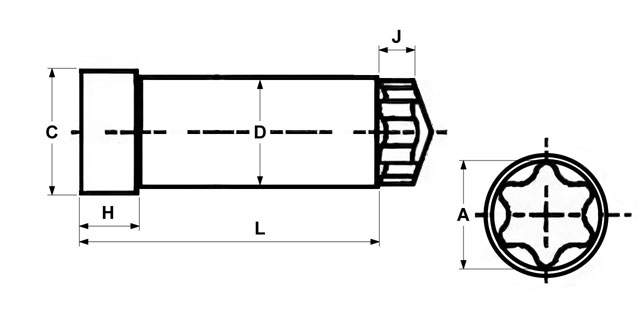
| Model | Blank size | A, mm | C, mm | D, mm | H, mm | L, mm |
|---|---|---|---|---|---|---|
| RG-1001-10 | T10 | 2.83 | 3.30 | 2.93 | 4.70 | 16.00 |
| RG-1001-15 | T15 | 3.36 | 3.85 | 3.46 | 4.70 | 16.00 |
| RG-1001-20 | T20 | 3.95 | 4.70 | 4.05 | 4.70 | 16.00 |
| RG-1001-25 | T25 | 3.54 | 5.25 | 4.65 | 4.60 | 16.10 |
| RG-1001-27 | T27 | 5.10 | 5.77 | 5.29 | 4.60 | 16.10 |
| RG-1001-30 | T30 | 5.64 | 6.50 | 5.74 | 4.60 | 16.10 |
| RG-1001-40 | T40 | 6.79 | 7.65 | 6.89 | 4.50 | 19.35 |
| RG-1001-45 | T45 | 7.96 | 9.55 | 8.39 | 4.50 | 25.70 |
| RG-1001-50 | T50 | 8.97 | 10.62 | 9.51 | 4.50 | 25.70 |
| RG-1002-10 | T10 | 2.82 | 4.50 | 3.00 | 30.00 | 30.00 |
| RG-1002-15 | T15 | 3.35 | 5.50 | 4.00 | 30.00 | 30.00 |
| RG-1002-20 | T20 | 3.94 | 5.50 | 4.00 | 30.00 | 30.00 |
| RG-1002-25 | T25 | 4.53 | 6.60 | 5.15 | 33.00 | 33.00 |
| RG-1002-27 | T27 | 5.09 | 6.60 | 5.15 | 33.00 | 33.00 |
| RG-1002-30 | T30 | 5.62 | 8.00 | 6.35 | 36.00 | 36.00 |
| RG-1002-40 | T40 | 6.78 | 9.00 | 7.50 | 36.00 | 36.00 |
| RG-1002-45 | T45 | 7.95 | 11.30 | 9.85 | 40.00 | 40.00 |
| RG-1002-50 | T50 | 8.96 | 11.30 | 9.85 | 40.00 | 40.00 |
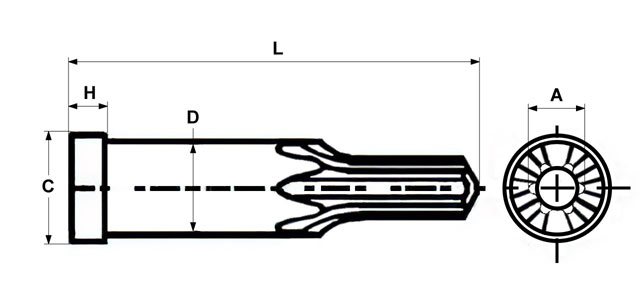
TIP CARBIDE PUNCHES

- All carbide tips have been tested for durability.
- All carbide tips have been subjected to polishing process for long life.
- The wear resistance is much higher than the wear resistance of carbide steel products.
| Model | Blank size | A, mm | D, mm | W, mm | L, mm |
|---|---|---|---|---|---|
| RG-7001-04 | E4 | 3.70 | 12.70 | 5.54 | 12.70 |
| RG-7001-05 | E5 | 4.59 | 15.88 | 6.60 | 12.70 |
| RG-7001-06 | E6 | 5.56 | 15.88 | 7.54 | 12.70 |
| RG-7001-07 | E7 | 6.01 | 19.05 | 11.10 | 19.05 |
| RG-7001-08 | E8 | 7.28 | 19.05 | 12.37 | 19.05 |
| RG-7001-10 | E10 | 9.21 | 25.40 | 15.52 | 25.40 |
| RG-7001-11 | E11 | 9.88 | 25.40 | 16.03 | 25.40 |
| RG-7001-12 | E12 | 10.97 | 31.75 | 17.12 | 25.40 |
| RG-7001-14 | E14 | 12.69 | 31.75 | 18.59 | 25.40 |
| RG-7001-16 | E16 | 14.52 | 31.75 | 21.64 | 25.40 |
| RG-7001-18 | E18 | 16.38 | 31.75 | 23.17 | 25.40 |
| RG-7001-20 | E20 | 18.17 | 38.10 | 26.34 | 38.10 |
| RG-7001-24 | E24 | 21.84 | 38.10 | 31.12 | 38.10 |
| RG-7001-28 | E28 | 25.40 | 50.80 | 35.87 | 38.10 |
| RG-7001-32 | E32 | 28.90 | 50.80 | 40.64 | 44.45 |
| RG-7001-36 | E36 | 32.51 | 50.80 | 45.39 | 44.45 |
| RG-7001-40 | E40 | 36.06 | 57.15 | 50.17 | 44.45 |
| RG-7001-44 | E44 | 39.67 | 63.50 | 54.92 | 44.45 |
Features of manufacturing carbide cold heading punches
Different from the standard tool manufacturing technology, which is formed by combining SKH9 grade high speed steel with carbide material (tungsten carbide), the cold heading punches manufacturer adopts improved tool manufacturing technology by welding high hardness SKD11 high carbon high chromium alloy steel with carbide material (tungsten carbide).
The tips of tungsten carbide punches are tensile tested, have a perfectly polished surface, which greatly increases their wear resistance, increases tool life compared to punches made from ordinary tool steel. The accuracy and quality of tool manufacturing improves its functionality, increases productivity and reduces the time for changeover of tools and equipment.
An excellent tool life creates additional value and contributes to savings in production. Punches are capable of processing stainless steel products that have undergone preliminary heat treatment.
Service life of carbide punches
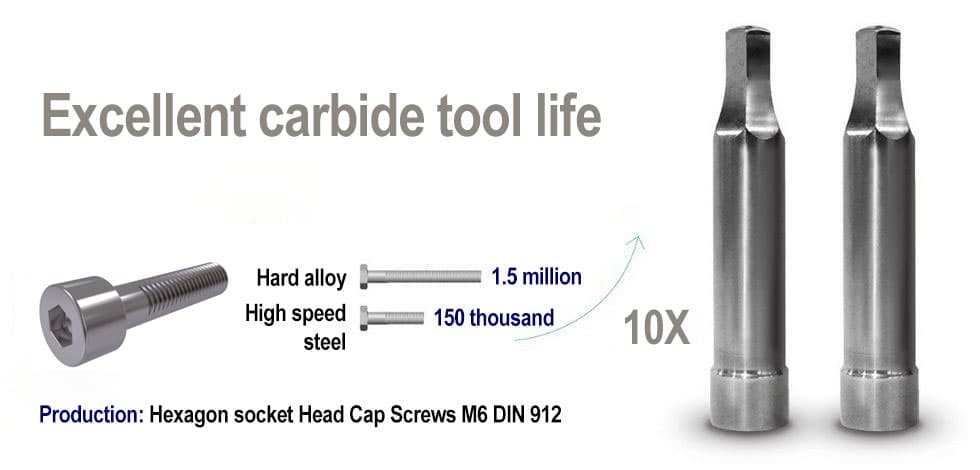
The service life of a carbide punch is 10 times that of a high speed steel (HSS) punch.
For example, for the production of a screw with the reference parameters - diameter M6, DIN912 from alloyed wire SCM435, the average service life of a punch made of carbide material is 1,500,000 - 3,000,000 strokes, depending on the requirements for the quality and appearance of the finished products.
A similar punch made of classic high-speed steel is capable of producing only 150,000 pieces of products.
We have the ability to develop tools and equipment according to the drawings of finished products and technical requirements (in this case, it is necessary to clarify the size of the seats for the equipment, the model of the machines used and the diameter of the wire used for heading fasteners, hardware and parts).
Spline specification
The heading punch forms the head and working profile of bolts, nuts and special parts. The main types of working profiles in product heads: